During retraction, parts of your PLA filament are pulled back from the nozzle end. This often leaves small lumps or columns of PLA, which are then connected to the rest of the object by the threads. If youre still experiencing similar issues with poor layer adhesion in PLA or other materials, it could be down to simply using a cheap or poor-quality grade filament. Number of Tests we recommend to reduce it to 10, too high retraction speeds makes no practical sense. If the Wipe function is active, you can also prevent unsightly dents at the change points of the individual layers. This article describes how to correct this misprint: 3D-Printer-Guide How You Can Avoid Blobs & Zits! The retraction mechanism is active by default in most of the common slicers. Indeed, many users do not encounter problems with wet filament. If the temperature is set too high, the filaments in the nozzle will become very sticky and in turn flow out of the nozzle more easily. This will solidify and stick to the printed parts. If youre still experiencing stringing after checking your retraction settings, try reducing your print temperature in 5C increments to see if that clears up the problem. Keep the nozzle clean to avoid residues sticking in the part and clean the hotend when you change the material. When these signs are recognized, drying is definitely necessary. Avoid stringing due to wet PLA by storing your filament airtight. The printer is a Kingroon KP3S with the Titan direct extruder. Custom Gcode leave it as it is; if you need auto bed leveling before printing, delete ";". Reduce the print temperature in steps of 5C until the strings disappear. This is especially the case if you leave the PLA in the air for a long time without adequate packaging. In order to make sure that the print nozzle is applying adequate pressure, make sure that your layer height is about 20% smaller than your print nozzle diameter.
 Another possible cause of the stringing problem can be a too long melting zone. In mild cases, you can simply sand off the extra wisps of stray filament. In addition, the molten PLA no longer sticks to the inner walls of the nozzle and runs out of the nozzle unhindered. This setting is simple in Simplify3D, while the configuration in Cura is a little more complicated. Check if your nozzle is damaged, corroded or poorly drilled.
Another possible cause of the stringing problem can be a too long melting zone. In mild cases, you can simply sand off the extra wisps of stray filament. In addition, the molten PLA no longer sticks to the inner walls of the nozzle and runs out of the nozzle unhindered. This setting is simple in Simplify3D, while the configuration in Cura is a little more complicated. Check if your nozzle is damaged, corroded or poorly drilled.
To do this, reduce the printing temperature in small steps of five degrees Celsius. So your PLA filament has less time to flow out of the nozzle and pull unsightly threads. Update your browser to view this website correctly. The nozzle oozes especially when the head of the nozzle moves from one pressure section to the next. The actually recommendable SuperVolvano Hot End or the Volcano nozzle tends to stock more PLA and therefore stringing is more common than when using small and precise nozzles. Full Post:3D-Printing: How to Dry Wet Filament: PLA, ABS, Nylon & Co. Not only after long print jobs PLA tends to leave thin residues on the inner surface of your nozzle. The stringing problem often occurs because the print temperature is too high. The temperature tower model will appear on the screen. On average, this value is in the 80150 mm/s range. The printed test does not allow determining the exact retraction speed, so choose a standard value of 30 mm/s to avoid filament break and print at normal speed.
The Ultimate Guide To Buying an FDM Printer, Choosing the Best 3D Printer for Schools and Education, 1 Spool of Push Plastic filament for FREE.  Extremely wet PETG. With 3D printing, print errors are not uncommon and you are not alone with the problem of your PLA pulling strings. However, its use often leads to certain surface defects where it contacts with the nozzle. Entice customers to sign up for your mailing list with discounts or exclusive offers. Note that the printing of relatively large objects produces fewer strings than with "cones". To begin with, it is necessary to make sure that the right amount of plastic is fed and the temperature regime is correct. When you have optimized all parameters, you should definitely do a test print. Normally stringing shouldn't happen, however, it will sometimes happen depending on which filament you are using. As the print head travels across the build volume, some filament may ooze out in small quantities. This is because melting the PLA filament at a lower temperature takes longer. A common cause of persistent PLA stringing, or other materials; is a print temperature that is too high. There can be many different causes for this printing error. There are special test patterns called "temperature towers" to check the temperature mode. Other filaments such as PETG have a printing temperature range of 220 to 245 degrees. But with the right settings, you can learn to fully prevent this altogether. This function will pull back the extruder before moving it over the non-print area. Typical values at which it is reasonable to start adjusting retraction are 30 mm/s speed, 12 mm length for a direct extruder, and 57 mm length for a Bowden. If you continue with the 3D print despite these residues, there is a risk that larger amounts of filament will be deposited on these residues. If your material is being extruded at too cool of a temperature, it cannot easily bond with the material thats already been laid down. To learn more about 3D printer infill problems,check out this article. Luckily there are a couple of things that you can do to prevent splitting from occurring when using good quality filament. The filaments may be disconnected from the filaments in the nozzle, or even the fast rotation of the drive gear may shave off the surface part of the filaments. This is just the last step to allow you to completely solve the stringing problem. Also, clean the nozzle with a brass or copper brush before printing to prevent any residue from sticking to your printed part. Best Cura Settings & Profile for the Magician Max Tested! If you print an object from PLA filament, this material may draw unsightly threads that resemble a hair or cobweb. Click on the picture corresponding to your printer type know how to clean the hotend: If you're using custom profiles, use the retraction settings of the recommended profiles to avoid stringing issues.
Extremely wet PETG. With 3D printing, print errors are not uncommon and you are not alone with the problem of your PLA pulling strings. However, its use often leads to certain surface defects where it contacts with the nozzle. Entice customers to sign up for your mailing list with discounts or exclusive offers. Note that the printing of relatively large objects produces fewer strings than with "cones". To begin with, it is necessary to make sure that the right amount of plastic is fed and the temperature regime is correct. When you have optimized all parameters, you should definitely do a test print. Normally stringing shouldn't happen, however, it will sometimes happen depending on which filament you are using. As the print head travels across the build volume, some filament may ooze out in small quantities. This is because melting the PLA filament at a lower temperature takes longer. A common cause of persistent PLA stringing, or other materials; is a print temperature that is too high. There can be many different causes for this printing error. There are special test patterns called "temperature towers" to check the temperature mode. Other filaments such as PETG have a printing temperature range of 220 to 245 degrees. But with the right settings, you can learn to fully prevent this altogether. This function will pull back the extruder before moving it over the non-print area. Typical values at which it is reasonable to start adjusting retraction are 30 mm/s speed, 12 mm length for a direct extruder, and 57 mm length for a Bowden. If you continue with the 3D print despite these residues, there is a risk that larger amounts of filament will be deposited on these residues. If your material is being extruded at too cool of a temperature, it cannot easily bond with the material thats already been laid down. To learn more about 3D printer infill problems,check out this article. Luckily there are a couple of things that you can do to prevent splitting from occurring when using good quality filament. The filaments may be disconnected from the filaments in the nozzle, or even the fast rotation of the drive gear may shave off the surface part of the filaments. This is just the last step to allow you to completely solve the stringing problem. Also, clean the nozzle with a brass or copper brush before printing to prevent any residue from sticking to your printed part. Best Cura Settings & Profile for the Magician Max Tested! If you print an object from PLA filament, this material may draw unsightly threads that resemble a hair or cobweb. Click on the picture corresponding to your printer type know how to clean the hotend: If you're using custom profiles, use the retraction settings of the recommended profiles to avoid stringing issues. 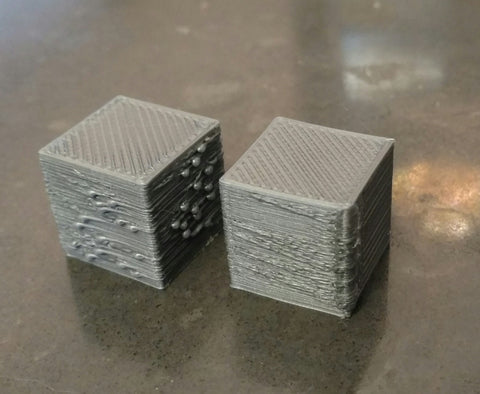
 Just as with the retreat distance, you should aim for a sweet spot in the retraction speed.
Just as with the retreat distance, you should aim for a sweet spot in the retraction speed.
The slightly higher temperature will ensure that the extruded layer bonds with the previous layer so that both layers essentially cool as one object, thus avoiding the splitting that would otherwise occur. It looks like there are gaps in the surface layer, along with little bumps or pillows. You dont have to buy an expensive blue tube, a thin tube with an inner diameter of 1.9 is sufficient for 1.75 millimeters of PLA. When the nozzle is idly moving from one printing area to another within one layer, the melted filament may slightly leak and form a string between the start and end points of the route. run print tests to find the right temperature for a particular filament. You can also adjust the speed of the retraction. 3-in-1 3D Printers (with CNC & Laser Engraving), 3D printer problems: the complete troubleshooting guide, 7 Key 3D Printing Slicer Settings You Need To Know, What To Do With Empty Filament Spools? This is caused by the filaments hanging down from the nozzle as it moves to a new position. If youre still experiencing splitting layers after this, you may need to print in an enclosed area to keep the ambient temperature higher. Therefore, it is always a good idea to slightly increase your infill percentage when attempting to prevent 3D printer pillowing from occurring. from 0.5 to 8 mm. If this doesnt solve the problem, you can increase the Bottom/Top Thickness setting to 0.8 mm. Subscribe to learn more. If the print head takes too long to go from one point to another, stringing will be more likely to happen, as the molten plastic will have more time to ooze. This problem is known as 3D printing stringing and it can be one of the most annoying defects to deal with. This phenomenon is also known as oozing. Alternatively, you can also take a look at this article: How to Clean a 3D Printer Nozzle | All Methods Step by Step. Make sure that your print head does not exceed the maximum speed as this will have a negative effect on the quality of your 3D print. When printing with damp filament, there is usually an extraneous sound similar to hissing or crackling. Stringing is usually caused by the print nozzle oozing print material as it moves from one place to another. You start the job, excited to see the results except the results arent so exciting. All other settings can be left by default. Of course a test print is paralyzing, but you can prevent the waste of filament by another misprint. large melt zone or a large diameter nozzle. Start Temp the optimal temperature for printing with the given material we have set in the previous step, or use the temperature recommended by the manufacturer. You can play with two settings in terms of retraction. The result is a crack. If retraction is activated and stringing is still occurring, you can then use the additional settings tab to incrementally increase retraction distance and speed. The value between 3600mm to 6000mm/min(60-100mm/s) is an ideal range, it's worth noting that the actual operation needs to be determined according to the material you use, so this appropriate speed needs to be confirmed by constantly doing tests. Keeping the print speed where it was can mean that gaps and holes can begin to appear in your object in the places where the extruded material couldnt keep up with the speed of the print head. PET-G is notorious for stringing, and hygroscopic materials such as TPU or Nylon may have stringing issues if they are not well-conditioned. In most cases, the printed object is ugly to look at and unusable due to the unwanted strings.
Z-Hop can cause blobs at the points of feed and thus increase the risk of stringing problems. Terminal example: high print temperature with disabled retraction.
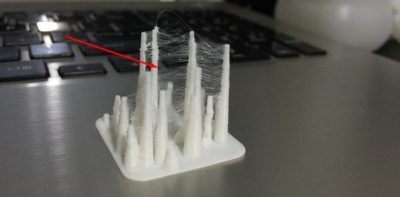
A temperature that is too high results in blobs, indistinct outlines, and a large number of strings. If your nozzle has a large diameter, the risk of stringing is greater than if you use a small diameter nozzle. Coasting can provide a remedy, as the feed of the PLA filament is stopped prematurely and, as the name Coasting suggests, can roll out. Just be careful you dont go too far and end up with any of the cooling-related issues mentioned earlier in this article. The upper end is determined by the capabilities of the printer. The release of the PLA material is extremely slow and the quantity is small. Both settings usually have some built-in defaults, but the default settings may not be ideal for all 3D prints. The filament expands when your PLA is exposed to the high printing temperatures in the hot end. A quite reliable secret weapon to solve the stringing problem is the activation of the retraction mechanism. The "four cones" test, printed with the settings selected earlier. After changing the settings, take the time for a test print and perhaps play around with various settings again before you dare to approach your planned 3D object. As you know, your printer makes an object by laying down layers of print material, one on top of the other. This is especially true when you are using a thin layer height. Here, there is practically no output channel. There are many ways to fix stringing. A print suffering from stringing can be really ugly. The retraction distance indicates the distance your PLA has to travel when the filament is retracted. When the temperature in the print head is too high for the material being used, the filament becomes too viscous and watery and leaks out the print nozzle. A tower allows visually selecting the correct print temperature. I earn from qualifying purchases if you decide to make a purchase through these links at no additional cost for you! Creality is a leading 3D printer manufacturer dedicated to developing the FDM/resin 3D printer, 3D printer filament, and maker related products. Stringing in 3D printing creates frustration and often a feeling of being overwhelmed when you dont know why it occurs or how to fix it. Therefore, the settings for the same spool installed on different printers can vary significantly. Due to the inertia and gravity, the PLA filament that flows after can infiltrate the intentional gaps and does not run out during empty runs. As a result, the melted PLA will not be able to flow out of the nozzle unhindered. If the Combing mode is on, stringing may be reduced. Higher settings minimize the stringing problem! The result is an uneven surface that becomes bumpy and uneven as the top layers are added. When the extruder does not apply pressure to the molten PLA, gravity strikes and the liquid filament exits the nozzle uncontrolled. However, the already melted PLA will not be withdrawn. With PLA the printing temperature range is 185 to 205 degrees Celsius. This can cause problems during extrusion or even block the nozzles. Even if you adjust the travel speed, you wont solve the problem. This means that if you are printing with a 0.1 mm layer height, you want to set your Bottom/Top Thickness to 0.6 mm. A setting between 150 and 200 millimeters per second is recommended. The good news is that most printing defects are easily solvable once you know where to look and what to do. In general, the retraction distance should be set larger for stringing problems. For TPU, be careful with the retractions. So take your time and check your settings before you start with the actual object. Youve got a great design. When retraction is activated, the printing filament is pulled back or retracted into the print head any time the head moves from one print point to another. Get updates on the latest product reviews and special offers. Retraction is a slicer setting that is usually activated by default. Short-distance movement is fast enough that filaments don't have time to flow out of the nozzle, but long-distance movement may lead to pulling. No stringing already at a retraction length of 1 mm. On the subject of infill, the less you have the more difficult it becomes to lay down a top layer. Since the moisture is microscopic, you cannot always see it with the naked eye. Only after that is it reasonable to proceed to the retraction settings adjustment. You can use them to suck the air out of the bag and prevent your filament from binding water molecules from the air. If you would like to confirm that the retraction is on or not, you can check it in the machine settings, Next, we can improve this situation by adjusting the parameters. In general, the thinner your layer height, the more top layers youre going to need to sufficiently cover the infill on your object. The normal PLA printing temperature is 190C-210C. The settings in the screenshot above are set for a temperature tower with a range from 260 C to 230 C in increments of 5; the layer height is 0.2 mm. By comparison, the same test with PLA. When this happens, as the object cools, a split or crack occurs between the two inadequately bonded layers. Lets take a look at what you can do to prevent pillowing from happening.
The most important setting is the retraction distance for retraction, It determines how many filaments will be pulled back from the nozzle. It determines how fast or slow the filaments will be withdrawn from the nozzle. It is more likely that the plastic will leak more at a low speed. If you are using Simplify3D, you can change the roll-out distance setting. This particular setting will make the extruder motor pull the filament back before any movement, preventing it from oozing while the head is traveling. It is widely believed that PLA, PETG, and ABS have little moisture absorption. Overextrusion manifests itself in oozing blobs, distorted geometry of the print, and ribbed horizontal surfaces. Starting the retraction, the area of extruder finishes printing the model, the filaments in the nozzle are pulled back, and when printing again, the filaments are pushed back into the nozzle and extruded from the top of the nozzle. These fine strings look like cobwebs or strands of hair. Be careful to don't reduce the temperature below the recommended print temperature values. The reason for this is that parts of the material were exposed to the heating element. In addition, setting the speed too fast can negatively affect the structural integrity of your print. In PET-G, you should lower the retraction speed as it is a very viscous filament, and if pulled out quickly, it will make even more stringing. As a result, only hair-thin strands are formed, which are known as filament strings. Set the travel speed at 150mm/s to avoid the nozzle oozing over the printed part. Disclosure: Links marked with * are Affiliate Links. Our towers in the photos show that evident stringing stops after 230 C, and at 215 C there are issues with feeding and layer adhesion. Once you notice stringing, you can decrease the temperature while the printjob is running by going to Settings/Temperatures and lowering the extruder temperature in 5C steps until you observe it not stringing anymore. The point of the test is as follows: the retraction length increases in increments of 0.5 mm along the perimeter, i.e. Now you can try step by step to find the so-called sweet spot. However, this printing error also occurs with PLA, as other factors are also responsible for this phenomenon. M420 S1 G-Code | In-Depth Guide with Simple Examples. 40 Types of 3D Printer Filaments List, Uses & Guide. If you increase the travel speed, the time without printing is reduced. The easiest way to clean is to brush the nozzle. When youre printing the top layers of your object, its very important that you are cooling the print material properly. Lets take a look at a couple of adjustments that you can make to combat stringing. Heres Our 6 Top Ideas. Enabling retraction is key to solving stringing. If the pullback is too slow, the filaments s will hang down from the nozzle and thus start to flow out before moving to a new position. In this case, threads occur when water in the filament starts to boil, and the steam provides an excessive output of plastic. Increase the retraction distance up to 7mm, the retraction speed to 25mm/s, and the prime speed to 18mm/s to reduce the strings in your prints. Remember to clean the hotend regularly, especially when loading it with different materials. Usually, several changes are necessary to get the stringing problem or stringing in PLA 3D printing under control. Alternatively, airtight containers are available for storage. If the feeder says stop, the material exit from the nozzle is stopped. They can also be especially common in ABS prints. If the top layer takes too long to cool, it may sag in between the infill layers and curl up where it touches the infill layers. Youve sliced it and everything looks good. Well show you what settings you can change on your 3D printer and give you a few tips to make PLA stringing a thing of the past. Besides many test devices, Martin now has his fourth own 3D printer running and prints as a hobby for friends, family and himself. Your symptoms may be caused by one or all of these, so its worth trying each out (in order) to diagnose the problem. If you reduce the printing temperature, you should also reduce the speed of extrusion. The stringing problem can also occur due to a damaged nozzle. Pillowing occurs on the top surface of an object. However, as youll read this is easily remedied when using filament of a good, reliable quality. Extrusion Multiplier the rate obtained by adjusting. A lower print temperature means that the print material will flow more slowly. Make sure your PLA filament is not wet. Stringing occurs when the PLA filament exits at areas of your nozzle where no pressure should be applied. According to experts, travel speed is the least critical setting of the 3D printer that can contribute to stringing. Go to Settings/Configure settings visibility and click on the "Check all" box. It should be used with caution, because a large number of retracts per unit time occur during printing. Similarly, you can get 3D printer blobs ruining your prints, and these are resolved the same way as stringing. If you are using a Bowden 3D printer, we recommend using a Bowden tube with a smaller inside diameter*. A perfect stress test is a retraction cube. Update my browser now, How to Avoid 3D Print Stringing: The Ultimate Guide. The oozed material cools and hardens into thin strings hence the name. Sometimes a print job will be progressing nicely with no apparent problems. If you see larger amounts of ooze, you may also see unsightly blobs and zits. You'll have to tweak a lot of settings in BCN3D Stratos. The Wipe setting should be active so that the nozzle end is cleaned of excess PLA before emptying. The default settings need to be adjusted for the printer in use. Stringing, also known as oozing, is easily noticeable, as you'll see fine strings left around on the print. But keep in mind that you dont have to increase the retraction distance to the maximum immediately. Appropriate settings for Kingroon KP3S with 0.4 mm nozzle, PETG. Specific length and speed will depend not only on the plastic, but also on the design of the extruder and the printer's hotend. Stringing describes the effect in which unattractive thin filament threads or hairs are formed. If you have lowered your print temperature to prevent stringing, you will also likely need to reduce your print speed to prevent potential problems from under extrusion from occurring. If you have checked the retraction speed, the next common factor that causes pulling problems is the extruder temperature. These accumulations of moisture can form small bubbles that burst when they expand. It is recommended to add one sachet of desiccant*. PLA stringing and PETG stringing are especially common due to the nature and low viscosity of the material when molten. Often a small change is sufficient since the PLA must be available at the hot end immediately when you continue your 3D printing process. The final retraction length not only depends on the plastic and the type of extruder, it is also affected by a number of other parameters, such as the cooling efficiency of the hotend and design of the thermal barrier.